Grain Boundary Diffusion (GBD) for Sintered Nd-Fe-B Magnet
November 8th, 2020 | Hui Meng
Share this page:
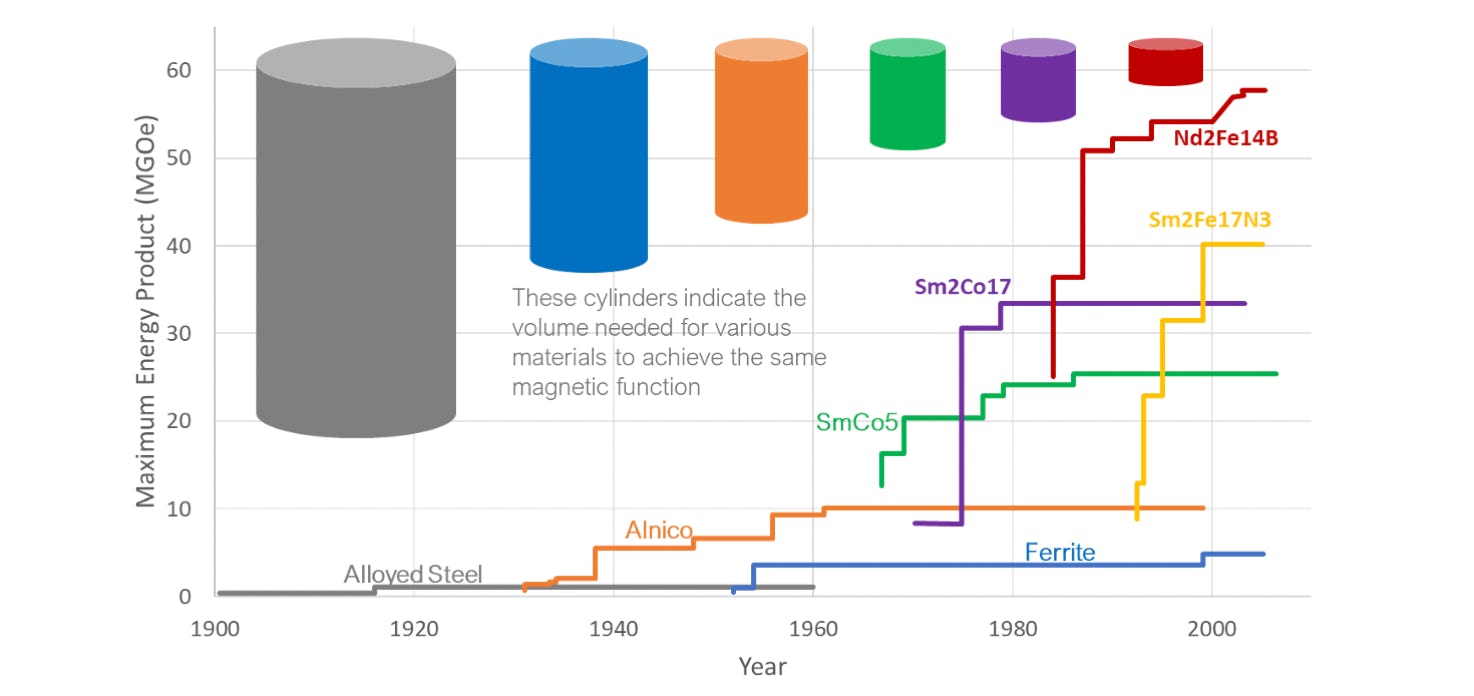
For a permanent magnet, the two key performance parameters are maximum energy product (BH)max and the intrinsic coercivity Hcj. (BH)max determines the upper limit for the magnet's magnetic field's energy; the higher the (BH)max, the smaller the size needed for realizing the same magnetic function. Hcj determines the stability of the magnet, either against the demagnetizing field or against high temperatures.
As shown in Fig. 1, with various categories of permanent magnetic materials being discovered from time to time, the value of available (BH)max grew very fast in the 20th century, facilitating the size of magnetic devices to be smaller and smaller. However, since the Nd-Fe-B magnet's invention in 1983, there is no stronger permanent magnetic material being found, and Nd-Fe-B is still the most powerful magnet at room temperature for now. With the manufacturing process being improved continuously, the value of (BH)max for a sintered Nd-Fe-B magnet can reach more than 85% of its theoretical value.
Figure 1: Development of permanent magnetic materials since the 20th century
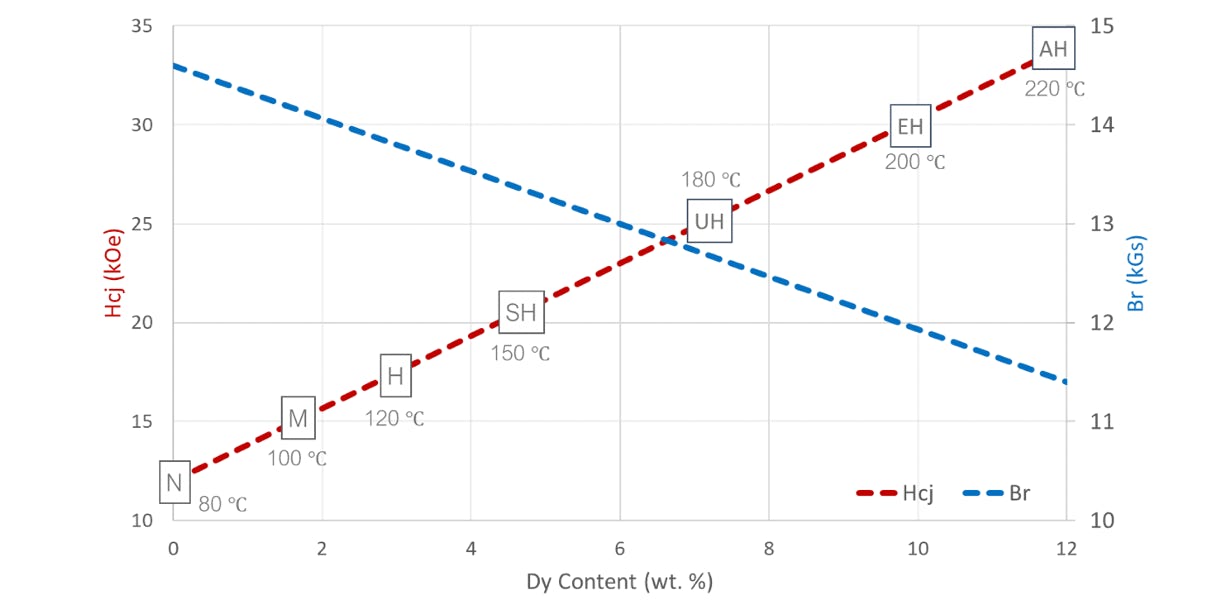
On the other hand, Nd-Fe-B magnet's coercivity is relatively low, limiting its applications where high temperature and/or strong demagnetizing field may exist. Doping with heavy rare earth elements such as Dy and Tb to Nd-Fe-B magnet will enhance the coercivity noticeably and is the primary approach to enable Nd-Fe-B to work for a long time at higher temperatures, as shown in Fig. 2 for the case of Dy doping. However, there are adverse side effects. Firstly, Dy and/or Tb's addition will weaken the magnets markedly by lowering the remanence (Br), which directly determines the value of (BH)max. Secondly, Dy and Tb are much more expensive than Nd; therefore, they will inevitably increase the magnets' cost.
Figure 2: Schematic showing the variation of Hcj and Br with Dy content
for conventional sintered Nd-Fe-B magnet
Is it possible to reduce the usage of heavy rare earth while enhancing the coercivity and retain the remanence? Fortunately, the process of Grain-Boundary Diffusion (GBD) makes it feasible.
Introduction to GBD
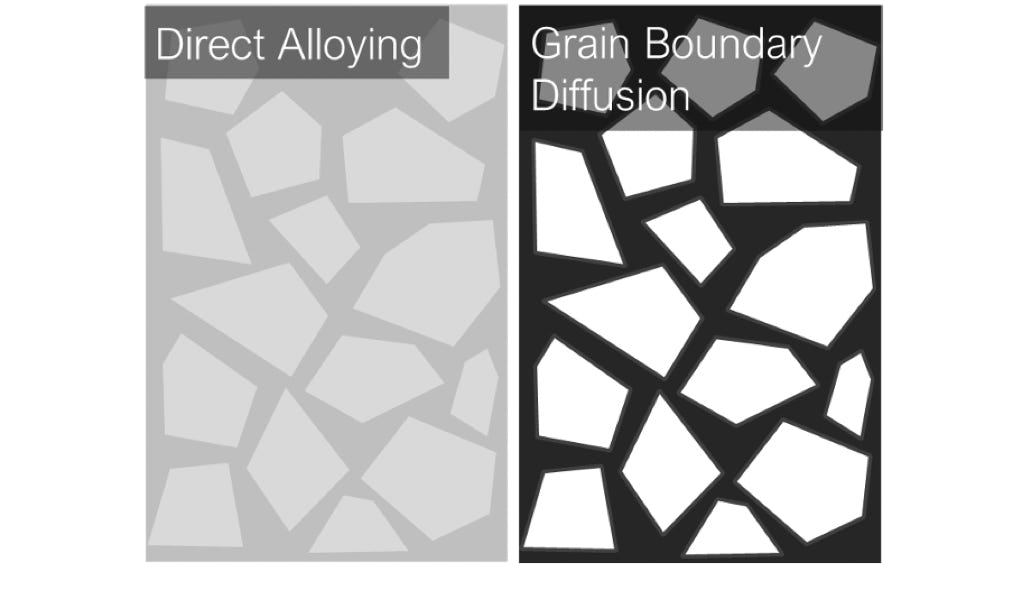
The practical microstructure for a Nd-Fe-B magnet contains the Nd2Fe14B grains and the rare earth-rich grain boundary phase. Whereas the content of Nd2Fe14B grains determines Br's value, the distribution and composition of the grain boundary phase are critical for the development of coercivity. In the Nd-Fe-B magnet, the reversion of magnetization almost always starts from the grain boundary. Therefore, the grain boundaries need the precious elements of Tb and Dy most eagerly to strengthen the ability to resist demagnetization. However, as shown in Fig. 3, in the traditional direct alloying (Nd, Tb, Dy)-Fe-B magnet, quite a few portions of Tb and Dy are distributed inside the grains, resulting in lowered Br. If we prepare the sintered magnets firstly without Tb and Dy, then distributed these elements along the grain boundaries by GBD, we can make the best use of these elements.
Figure 3: Contrast of microstructure between direct alloying sintered and GBD (Nd, Tb, Dy)-Fe-B magnet,where the gray scale indicates the concentration of Tb or Dy
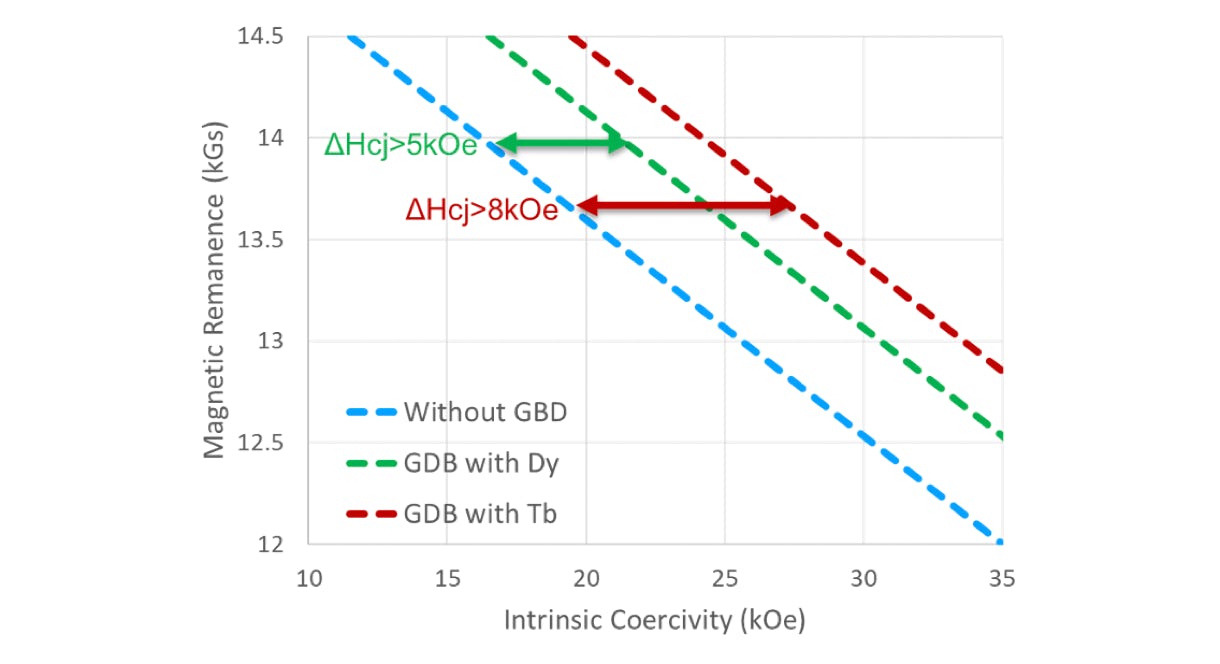
Furthermore, since there are less Tb/Dy (which are adverse of the magnet's Br) inside the Nd2Fe14B grains, for a given Hcj, the GBD magnet's Br can retain as high as possible compared with the direct alloying sintered magnet. In other words, GBD can achieve much stronger Hcj without deteriorating the magnet's Br, as shown in Fig. 4.
Figure 4: Enhancement of Hcj by GBD with Tb and Dy
In summary, GBD can make magnets with excellent performance, which can hardly be obtained by the traditional direct alloying process. In the meantime, save materials cost by reducing the usage of heavy rare earth elements.
GBD at Foresee
To perform Grain Boundary Diffusion, the most critical prerequisite is to introduce the Tb/Dy elements to the surface of Nd-Fe-B piece parts efficiently; the subsequent heat treatments that make Tb/Dy diffuse into the magnets are more or less the same. Foresee adopts two quite different routines to introduce the Tb/Dy elements onto Nd-Fe-B piece parts' surface, as shown in Fig. 5.
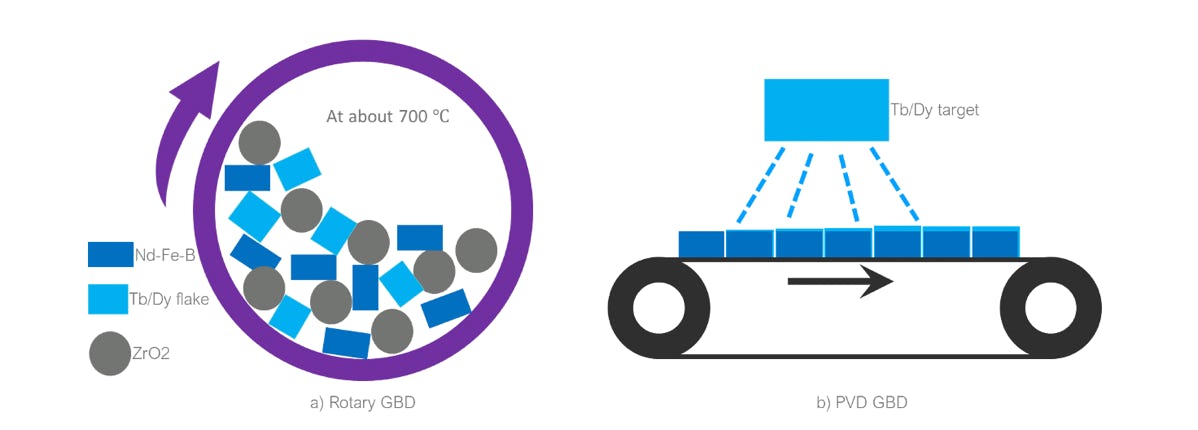
Figure 5: Schematic for two different GBD processes, i.e. a) rotary GBD, and b) PVD GBD
The process sketched in Fig. 5a is named as rotary GBD because, in this process, Nd-Fe-B piece parts, the Tb/Dy flake, and ZrO2 balls are mixed and put into an oven. The oven is then heated up and, in the meantime, rotated. As the process goes on, Tb/Dy is transferred to Nd-Fe-B piece parts gradually as a result of the collisions. After there is enough Tb/Dy content being transferred, the Nd-Fe-B piece parts are taken out and put into another (stationary) oven for heat treatment, through which Tb/Dy diffuses along the grain boundary of Nd-Fe-B and, consequently, the Hcj is enhanced remarkably.
The process sketched in Fig. 5b is named PVD GBD because in this process, Tb/Dy is introduced onto Nd-Fe-B by Physical Vapor Deposition (PVD). Usually, PVD is carried out by magnetron sputtering. After PVD, the same heat treatment is done as for the rotary GBD.
Rotary GBD is most appropriate for small pieces machined to the final dimensions, e.g., 10x5x2 or smaller. For larger magnets, the continuous collisions will cause appearance defects very likely. On the other hand, PVD GBD applies to blocks machined to a final thickness of about 3~8mm, whereas the efficiency is relatively low for small piece parts.
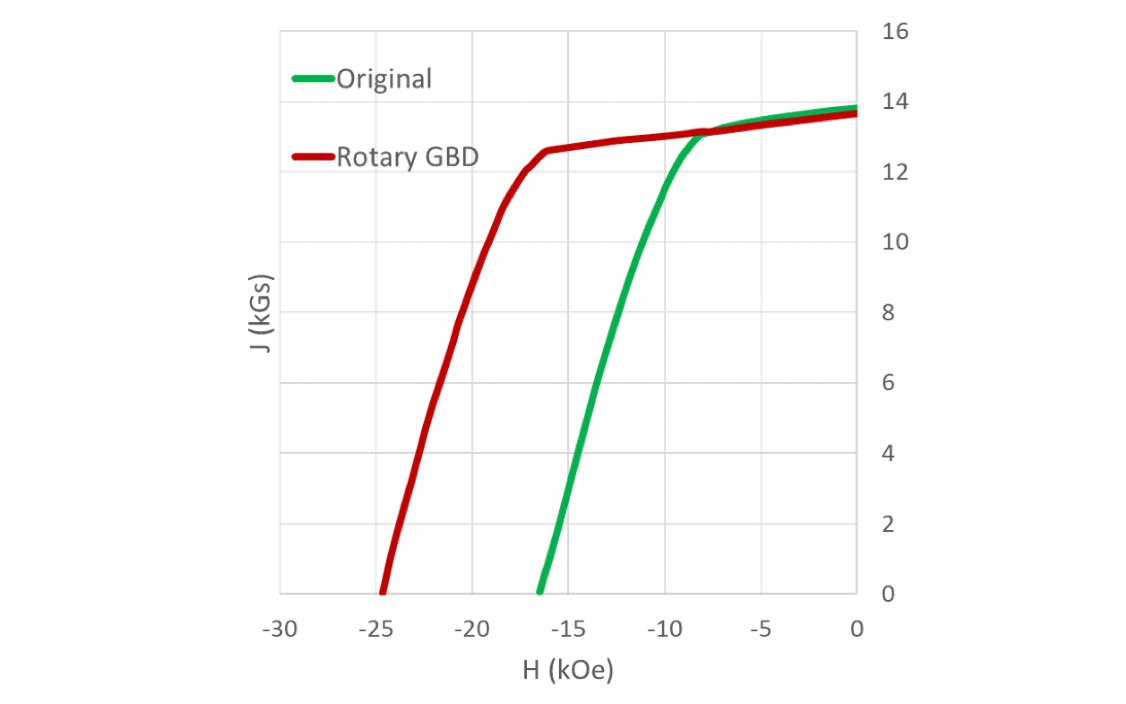
Fig. 6 shows the contrast of typical demagnetization curve with and without GBD by Tb measured by VSM, it can be seen that the increment of Hcj after GBD is about 8 kOe, and there is only a slight decrease in Br.
Figure 6: Demagnetization curves (without self-demagnetizing correction) before and after GBD
It has been noticed that for a small Nd-Fe-B magnet processed by slicing, tumbling, and plating, the magnetic performance will be deteriorated obviously due to the surface damages caused by these processes, which proposes a critical problem for designing with and usage of small Nd-Fe-B piece parts. Here we found that GBD has an essential effect on the remedy of the damaged surface. Therefore, the magnetic performance of a small Nd-Fe-B piece part can be recovered almost to its theoretical value by the process of GBD, especially when the increment of Hcj is relatively low.
Conclusions
Foresee Group developed two different routes for GBD, which are proved to be practical for mass production. The effect of coercivity enhancement is remarkable. More interestingly, our engineers found that GBD can remedy the damaged surface caused by the machining process and recover the magnetic performance for small Nd-Fe-B piece parts a lot.